 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


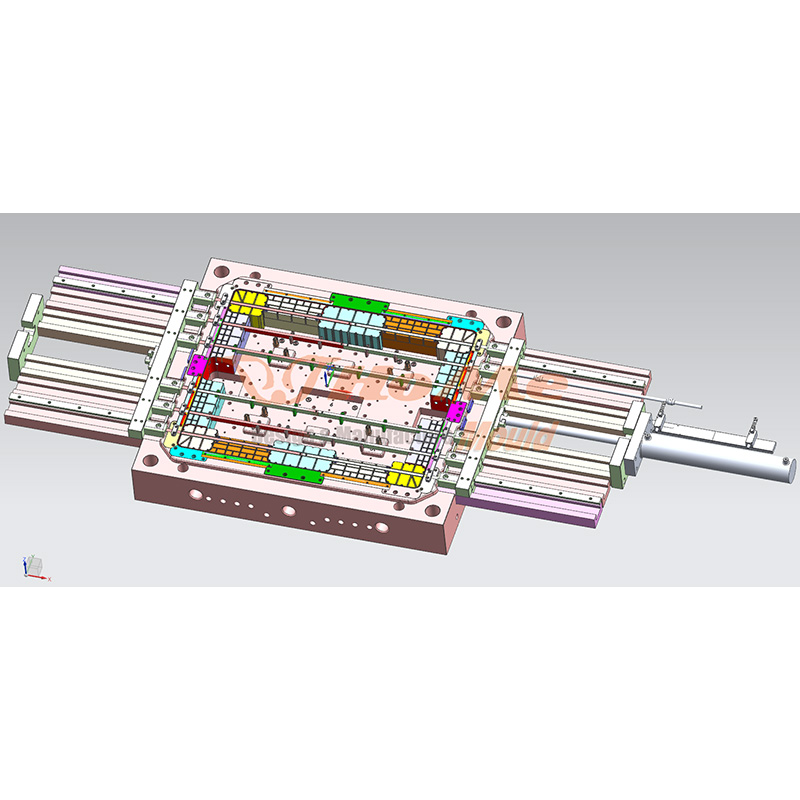
Hogyan készítsünk műanyag raklapformát
1) Kapu tervezés
A műanyag raklap nehéz és nagy, ami problémákat okozhat, ha meg van töltve. A többpontos kaput elemezni kell, hogy ne keletkezzenek hibák vagy hegesztési vonalak, amelyek jelentősen befolyásolják annak szilárdságát, valamint segít elkerülni a súlyfelesleggel kapcsolatos problémákat a szállítás során, csak azért, mert túl sok varrat köt össze egyes darabokat a nem megfelelő beállítási folyamat miatt. elromlott, legalábbis aszerint, ahogy a mérnökök látják, hogy ezek a dolgok néha megtörténnek!
Az integrált melegcsatorna használata csökkenti az anyagszivárgás kockázatát.
A tervezés előtt penészfolyás-elemzést végzünk, hogy megtekintsük és elkerüljük a fröccsöntés gyártása során felmerülő problémákat.
2) Betétek és vízi út
A mozgó és fix formák nagy pontosságot igénylő betétekkel tervezhetők. Bonyolítják ezeknek a tulajdonságoknak a kialakítását, valamint minden szakaszon átáramlást igényelnek, hogy a használat közben ne mozduljanak el a hőtágulás vagy összehúzódás – nem csak a hosszában, hanem derékszögben is! Ennek hatékony megvalósításához ügyesen átgondolt hűtési rendszereket kell kialakítani, hogy ne legyenek forró pontok, amelyek további károkat okozhatnak, ha idővel nem ellenőrzik őket; valamint jó pozicionálási készség az egyes darabok beillesztésekor

3) Raklap formakidobás tervezés
A termék szerkezetéből adódóan a raklapformák kidobásához gyakran nagyszámú kidobócsapra van szükség.
Kidobási helyzetben megfelelő számú, jó szerkezeti alátámasztással rendelkező helyet kell választani, és jó minőségű csapokat kell választani.
A csapnak simán illeszkednie kell a betéthez.
Amikor a kilökőlemez kiütődik, fontos, hogy minél több rudat csatlakoztasson a műanyag gépből, hogy egyenletes erőt kapjon, és csökkentse a deformációt.
3- Raklap forma acél kiválasztása
Az öntőacél kiválasztásakor figyelembe kell venni az acél keménységét, szívósságát és feldolgozási költségeit.
A gyártási folyamat megkezdése előtt győződjön meg arról, hogy az általunk megrendelt acél megfelelő. A 3 leggyakoribb acéltípus ebben a kategóriában: P20, 718 és Becu stb.; Különböző tulajdonságok befolyásolják, hogy mennyi időbe telik, amíg túl rozsdásodnak vagy szétválnak normál körülmények között attól függően, hogy mit használnak nedvesség elleni védelemként – függetlenül attól, hogy kívülről szabadulnak-e meg, mint például a fa keretek tetejére festett felülettel, így nincs kétség történelem, ha valaki valami erősebbet akar, mint a rozsdamentes lopás, akkor.
4-Feldolgozó berendezések követelményei
A raklapformák minőség-ellenőrzési folyamata a vágó- és rácsozógépekkel kezdődik, amelyek elkészítik a készterméket. Ezután a CMM ellenőrzése következik, hogy megbizonyosodjon arról, hogy minden követelménynek megfelel, mielőtt elhagyná a gyárat.
A műanyag fröccsöntés történhet digitálisan vagy régebbi analóg rendszereken, mint például az I beam fröccsöntött öntőformák bizonyos esetekben, ahol a sebesség nem feltétlenül kritikus, mert a gyártás során bőven van idő, amikor ezeknek a típusoknak nincs más haszna. csak ülnek és türelmesen várnak a következő használati dátumig!
5 - Raklapformázásban szerzett tapasztalat
A formatervezés, az acélkiválasztó és -feldolgozó berendezések magas követelményei mellett a raklapformák is kritikusak.
Mivel a raklapforma nagyon nagy, a gyártási ciklus hosszú lesz, a feldolgozó berendezésekre vonatkozó követelmények is nagyon magasak, a gyártási ciklus lerövidítése érdekében a blokk típusú illesztési gyártást használjuk, sok kis darabra osztva, hogy egynél többet tudjunk használni. kis berendezések egyidejű feldolgozásra, lerövidítik a gyártási ciklus felét, még akkor is, ha hibák vannak a folyamatban, szintén módosíthatjuk, így költséget takaríthatunk meg.
Sok merevítő rúd van a raklapon, ezek a rudak szilárdabbá tehetik a raklapot, ugyanakkor magasabb követelmények vannak a kioldási lejtő formázási folyamatára, a különböző részekre, a kioldási lejtés eltérő, általában választható 1-1,5 fokos kiengedési lejtő.
Sok éves tapasztalattal rendelkezünk a raklapformák gyártásában, ezért sok raklapbeszállító érkezik a formák testreszabásához, nagyon sok kiváló minőségű raklapformát biztosítottunk számukra.
Ha bármilyen kérése van műanyag raklap formával kapcsolatban, forduljon hozzánk bizalommal!

Kérdés küldése




X
Cookie-kat használunk, hogy jobb böngészési élményt kínáljunk, elemezzük a webhely forgalmát és személyre szabjuk a tartalmat. Az oldal használatával Ön elfogadja a cookie-k használatát.
Adatvédelmi szabályzat